- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Analýza "mrtvého pásma" v regulačních ventilech
2022-09-25
Pásma necitlivosti jsou hlavní příčinou odchylek u předimenzovaných procesů. Řídicí ventily jsou hlavním zdrojem mrtvého pásma v přístrojové smyčce z různých důvodů, jako je tření, pohyb vzduchu, kroucení cívky, pásmo necitlivosti v zesilovačích nebo posuvné ventily.
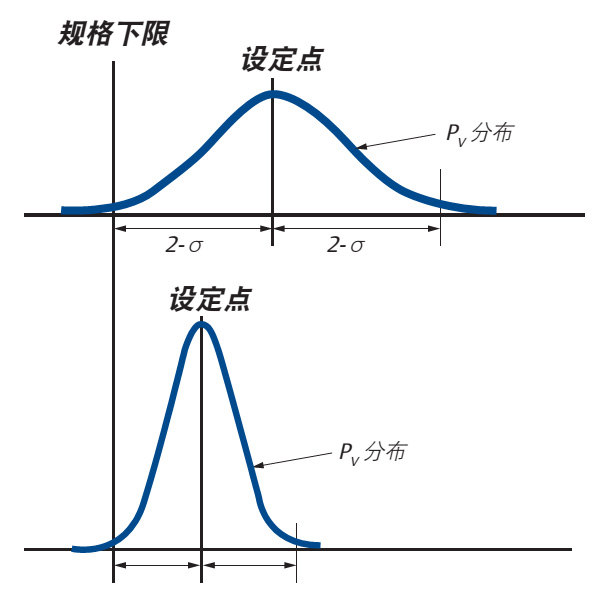
Mrtvý pás je běžný jev a týká se rozsahu nebo šířky výstupní hodnoty regulátoru, která neumožňuje změnu testované procesní proměnné, když vstupní signál změní směr. Když dojde k narušení zátěže, procesní proměnná se odchyluje od nastavené hodnoty. Tento deodchylka je poté opravena nápravným opatřením generovaným kontrolérem a vrácena do procesu. Počáteční změna na výstupu regulátoru však nemusí vyvolat odpovídající korekční změnu v procesní proměnné. Ke změně odpovídající procesní proměnné dojde pouze v případě, že se výstup regulátoru změní o dostatečně velkou hodnotu, aby překonal změnu pásma necitlivosti.
Pokud výstup regulátoru změní směr, signál regulátoru musí překonat pásmo necitlivosti, aby vyvolal korekční změnu v procesní proměnné. Přítomnost pásma necitlivosti v procesu znamená, že výstup regulátoru musí být zvýšen na dostatečně velkou hodnotu, aby překonal pásmo necitlivosti. a teprve potom dojde k nápravnému opatření.
â Příčiny pásem necitlivosti
Existuje mnoho příčin pásem necitlivosti, ale tření a pohyb vzduchu v řídicích ventilech, kroucení vřetena rotačních ventilů a pásma necitlivosti v zesilovačích jsou několika běžnými formami. Protože většina modulačních regulačních akcí je tvořena malými změnami signálu (1 % nebo méně), regulační ventil s velkým pásmem necitlivosti nemusí vůbec reagovat na tolik malých změn signálu. Dobře vyrobený ventil by měl být schopen reagovat na signály 1 % nebo méně, aby se účinně snížil stupeň odchylky procesu. Není však neobvyklé, že ventily mají pásma necitlivosti o 5 % nebo větší. Při nedávném auditu závodu bylo zjištěno, že 30 % ventilů má více než 4 % mrtvého pásma. Více než 65 % auditovaných regulačních smyček mělo pásma necitlivosti větší než 2 %.
● Vliv pásem necitlivosti
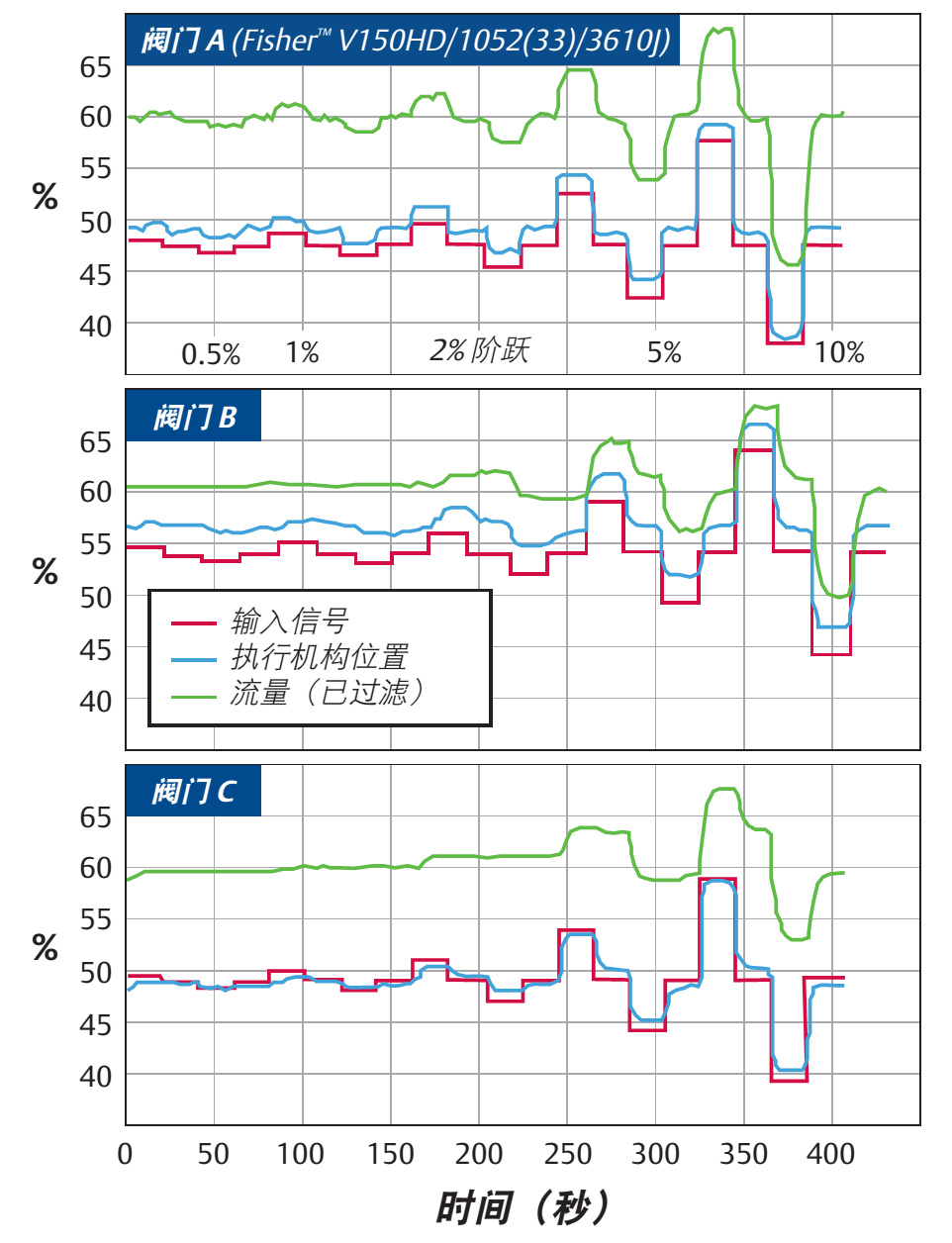
Tento graf představuje test otevřené smyčky tří různých regulačních ventilů za normálních podmínek procesu. Tyto ventily dostávají rozsah krokových vstupů od 0,5 % do 10 %. Krokové zkoušky v kapalinových podmínkách jsou nezbytné, protože tyto podmínky umožňují posoudit výkon celé sestavy řídicího ventilu, spíše než pouze pohonu ventilu, jak je tomu u většiny standardních zkoušek.
● Výkonnostní zkoušky
Některé testy výkonu regulačního ventilu jsou omezeny na porovnání vstupního signálu se zdvihem táhla ovladače. To je zavádějící, protože ignoruje výkon samotného ventilu.
Rozhodující je měření dynamického výkonu ventilu za podmínek tekutiny, aby bylo možné porovnat změny procesních proměnných se změnami ve vstupním signálu do sestavy ventilu. Pokud na změnu vstupního signálu ventilu reaguje pouze vřeteno ventilu, pak je tento test málo relevantní, protože bez odpovídající změny řídicí proměnné neexistuje žádná korekce odchylek procesu.
Ve všech třech testech ventilů pohyb táhla ovladače dobře reagoval na změny vstupního signálu. Na druhé straně se ventily značně lišily ve schopnosti měnit průtok v reakci na změnu vstupního signálu.
Ventil A, procesní proměnná (průtok) dobře reaguje na vstupní signál již od 0,5 %.
Ventil B vyžaduje změnu vstupního signálu větší než 5 %, než začne dobře reagovat na každý krok vstupního signálu.
Ventil C, podstatně horší, vyžaduje změnu signálu větší než 10 %, než začne dobře reagovat na každý krok vstupního signálu.
Celkově je schopnost ventilů B nebo C zlepšit odchylku procesu velmi špatná.
● Tření
Tření je hlavní příčinou mrtvých pásem v regulačních ventilech. Rotační ventily jsou velmi citlivé na tření způsobené vysokým zatížením sedla potřebným pro těsnění. U některých typů těsnění je pro získání těsnosti nutné vysoké zatížení sedla. V důsledku vysokých třecích sil a nízké tuhosti pohonu se hřídel ventilu točí a nemůže přenášet pohyb na ovládací prvek. V důsledku toho může špatně dimenzovaný rotační ventil vykazovat velké pásmo necitlivosti, které má jednoznačně rozhodující vliv na stupeň odchylky procesu.
Výrobci obvykle promazávají těsnění rotačních ventilů během výrobního procesu, ale již po několika stovkách cyklů se mazací vrstva opotřebuje. Kromě toho může zatížení způsobené tlakem také způsobit opotřebení těsnění. Výsledkem je, že u některých typů ventilů se může tření ventilu zvýšit o 400 % nebo více. To objasňuje, že závěry vyvozené o výkonu při použití údajů ze standardních typů k vyhodnocení ventilů před stabilizací točivého momentu jsou zavádějící. Ventily B a C ukazují, že tyto faktory vyššího třecího momentu mohou mít zničující účinek na výkon regulačního ventilu.
Tření ucpávky je hlavním zdrojem třecích ventilů nepřímého zdvihu. U těchto typů ventilů se naměřené tření může značně lišit v závislosti na tvaru ventilu a konfiguraci těsnění.
Tato mezera může způsobit nespojitosti v pohybu, když zařízení změní směr. Mezery se obvykle vyskytují u zařízení s různými konfiguracemi ozubených převodů. Hřebenové aktuátory jsou zvláště náchylné na mrtvé pásmo kvůli vůli. Některá spojení s vřetenem ventilu mají také problémy s mrtvými pásmy.
Ačkoli lze tření výrazně snížit dobrou konstrukcí ventilu, je obtížné jej zcela odstranit. Dobře navržený a vyrobený regulační ventil by měl být schopen eliminovat pásma necitlivosti v důsledku vůlí. Pro dosažení optimálních výsledků při snižování odchylek procesu by měl být celkový mrtvý prostor celé sestavy ventilu menší nebo roven 1 %, přičemž ideální výsledek by měl být 0,25 %.